In the complete chain of PCBA processing, the cost distribution exhibits a distinct gradient characteristic, with the proportion of costs in different stages jointly influenced by product design complexity, production scale, and process requirements. From raw material procurement to final testing, the highest-cost stages are often hidden within seemingly routine processes, where the core contradiction lies at the intersection of technical difficulty, labor dependence, and equipment investment.
Electronic component procurement has long occupied the core position of total costs, and its volatility directly impacts project profit margins. The supply stability and price fluctuations of high-end chips are particularly significant; for instance, the unit price of high-performance processors or ASICs may account for more than half of the total component cost. Procurement of such components requires locking in production capacity in advance and is heavily influenced by the international supply chain—prices may double during shortages. In contrast, although passive components like resistors and capacitors have low unit prices, their large quantities mean the total cost remains non-negligible. Controlling component costs requires balancing performance requirements with supply chain risks; excessive pursuit of high-end specifications or excessive cost-cutting may both lead to hidden quality losses.
The DIP (Through-Hole Technology) manual soldering stage, due to its high dependence on manual labor, has become a "black hole" in cost control. This stage involves the installation of irregularly shaped components, lead forming, and manual touch-up soldering, requiring operators to possess extensive experience to handle complex traces and dense solder joints. In small to medium batch production, labor costs may account for over 30% of the total processing cost, and this proportion continues to rise as labor costs increase. To mitigate risks, some companies choose to outsource the DIP stage or adopt automated insertion equipment, but equipment investment and maintenance costs create new pressures. Cost optimization in this stage needs to be achieved through process standardization and automation transformation—for example, using selective wave soldering to replace part of the manual soldering can reduce labor dependence by about 40%.
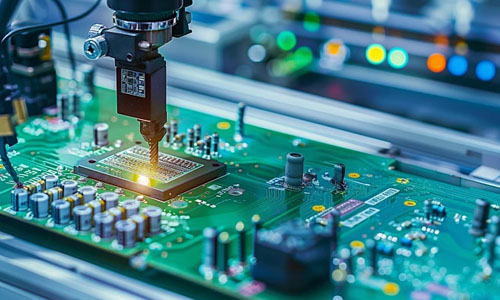
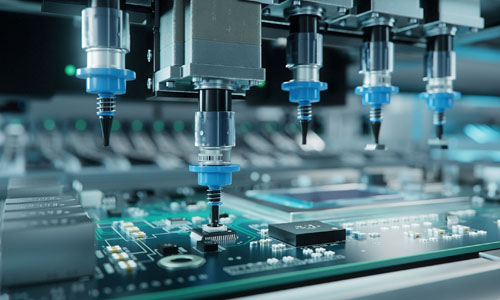
The cost weight of the SMT assembly process increases significantly with product precision. High-Density Interconnect (HDI) boards or fine-pitch component placement demand extremely high equipment precision, requiring high-end placement machines and high-precision stencils. For example, the yield rate for placing 0201-sized components is directly related to the accuracy of equipment nozzles and the performance of vision alignment systems; equipment depreciation and maintenance costs allocated per board can reach several yuan. Furthermore, the costs of auxiliary processes like stencil fabrication and solder paste printing grow exponentially with component density, with precision stencil costs potentially exceeding three times that of standard stencils. Cost control in the SMT stage needs to be achieved by optimizing component layout and reducing the number of placement points—for instance, using integrated chips to replace discrete components can reduce placement costs by about 25%.
The cost of the testing stage is relatively hidden but has a long-term impact on product reliability. Functional testing requires the development of dedicated fixtures and test programs, with a single fixture potentially costing tens of thousands of yuan. Although the depreciation of automated test equipment (such as ICT, flying probe testers) allocated per board may only be a few yuan, the total cost in mass production remains non-negligible. While the one-time cost of reliability testing (such as thermal cycling, vibration testing) is low, it must cover all batches of products, and the cumulative cost may exceed material costs. Cost optimization in the testing stage requires balancing test coverage and cost—for example, using sampling testing instead of full inspection, or reducing the number of test points through design optimization.
The cost peak in PCBA processing is not a single stage, but rather collectively constituted by component procurement, DIP manual soldering, SMT precision placement, and testing validation. Companies need to choose cost optimization strategies based on product positioning: high-end products focus on component supply chain management, mid-range products concentrate on DIP automation transformation, and mass production requires cost reduction through SMT process optimization and testing process simplification. The essence of cost control is the balance between technological investment and quality assurance; over-compressing any stage may lead to hidden cost increases, ultimately affecting the product's market competitiveness.

No. 501, Industrial North Area, Xinhé Community, Fuhai Subdistrict, Bao'an District, Shenzhen City, Guangdong Province, China