In the field of medical devices, the PCBA, as a core component, has its performance and reliability directly impacting patient safety and treatment outcomes. Compared to consumer electronics or industrial equipment, PCBA for medical applications must meet more stringent standards, covering multiple dimensions including material selection, process control, environmental adaptability, and safety certifications.
Medical PCBA has extremely high requirements for material stability. Medical devices often need to operate in environments with high temperatures, high humidity, or frequent disinfection. Ordinary PCB substrates are prone to deformation or performance degradation due to thermal expansion and contraction. Therefore, the medical field commonly uses materials with a high glass transition temperature (Tg). Such materials maintain structural stability even at high temperatures, preventing circuit failures caused by environmental changes. Simultaneously, to prevent degradation of insulation performance in humid environments, the materials must possess low moisture absorption properties, ensuring signal transmission stability. Furthermore, medical devices have strict requirements for the biocompatibility of materials, especially for implantable devices or components that come into direct contact with the human body. Their substrates, solders, and encapsulation materials must pass biological tests such as cytotoxicity and skin irritation to avoid allergic or toxic reactions.
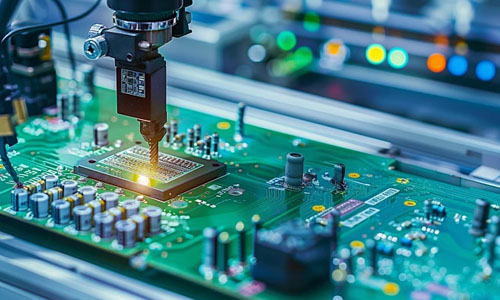
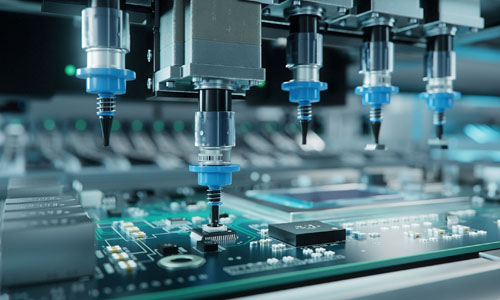
Process control is crucial for the reliability of medical PCBA. The soldering stage should employ nitrogen-protected reflow soldering technology, which enhances solder joint reliability by reducing oxidation, particularly important for precision packaged components like BGAs and QFNs. The production environment must meet cleanroom standards to prevent contaminants like dust and lint from affecting circuit performance. Electrostatic protection is equally critical; medical electronics are sensitive to static electricity, so the production environment must comply with relevant standards to prevent ESD damage to components. During the inspection phase, medical PCBA must undergo multiple quality verifications, including Automated Optical Inspection (AOI), X-ray inspection of solder joints, and functional testing, ensuring every board meets quality control requirements.
The usage scenarios for medical devices are complex and diverse, posing challenges to the environmental adaptability of PCBA. For example, portable blood glucose monitors must maintain performance under low-temperature **cold storage** conditions, while operating room equipment needs to adapt to high-humidity environments. Therefore, medical PCBA must pass extreme environmental tests, including temperature cycling, mechanical vibration, and salt spray corrosion, to verify their long-term stability under complex conditions. For implantable devices, PCBA must also possess resistance to high-temperature sterilization, ensuring they are not damaged during repeated sterilization cycles.
Safety certification is an indispensable passport for medical PCBA. Medical devices must comply with international safety standards, and their core component, the PCBA, must pass relevant certifications. These certifications cover multiple aspects including electrical safety, Electromagnetic Compatibility (EMC), and biocompatibility, ensuring the device does not cause harm to patients or operators during use. For instance, EMC testing requires the PCBA to operate stably in complex electromagnetic environments while avoiding emitting interfering signals that could affect other equipment.

No. 501, Industrial North Area, Xinhé Community, Fuhai Subdistrict, Bao'an District, Shenzhen City, Guangdong Province, China